作者:褚燕飞
单位名称:广东中山白石大东机械制造有限公司
出于研发出更能适应市场要求的拉丝连续退火机,我公司对目前使用的直流退火控制系统提出了新的要求,具体是:负载适应范围广,参数设定简单,自带开根号计算功能等,经过我们的研究和分析,我们选用了ETD790系列直流控制系统,不仅满足上述要求,难能可贵的是它具有电流预测计算功能,多种规格的通讯接口和简单易用的电脑调试软件790DRIVER EXPLORER。出厂的设备一年多以来未作任何的调整与维护,一切正常,为我司赢得了较好的口碑。
退火方式一般为电接触三段式,电极通过退火轮(接触轮)将大电流均匀导入铜线上,实现铜线的预热和加热.预热是将铜线加热到不至于氧化的最高温度,一般为250度左右;加热是将铜线加热到退火温度,一般为500~550度,使之再结晶。加热段有蒸汽保护,防止铜线氧化,再经过水冷却后,完成了退火(软化)过程。
电接触三段式退火结构原理如下:
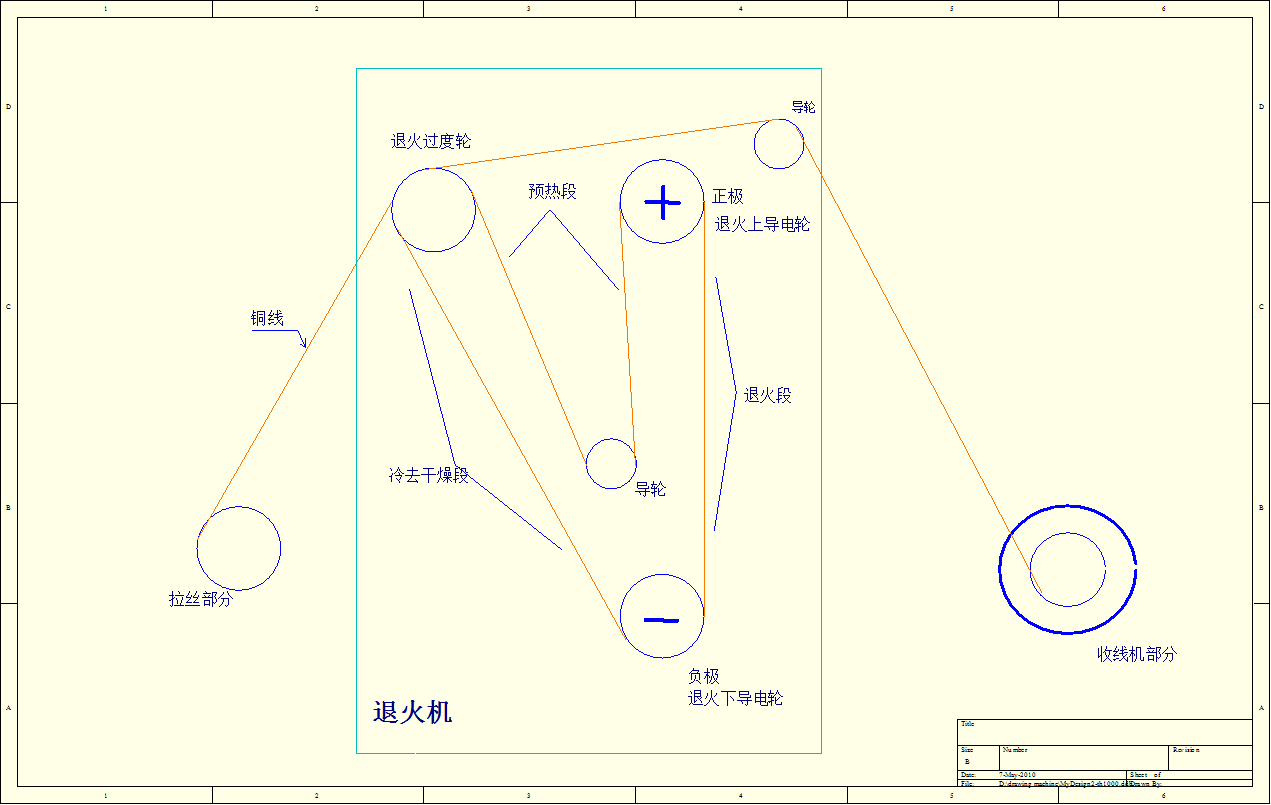
U=K√V (K为退火系数,与铜材质量有关,一般取值为0.8-1.2)
③铜线延伸率误差控制在3%,退火软铜线的性能符合GB3953的规定。
④铜线的直径偏差应符合GB3953的规定。
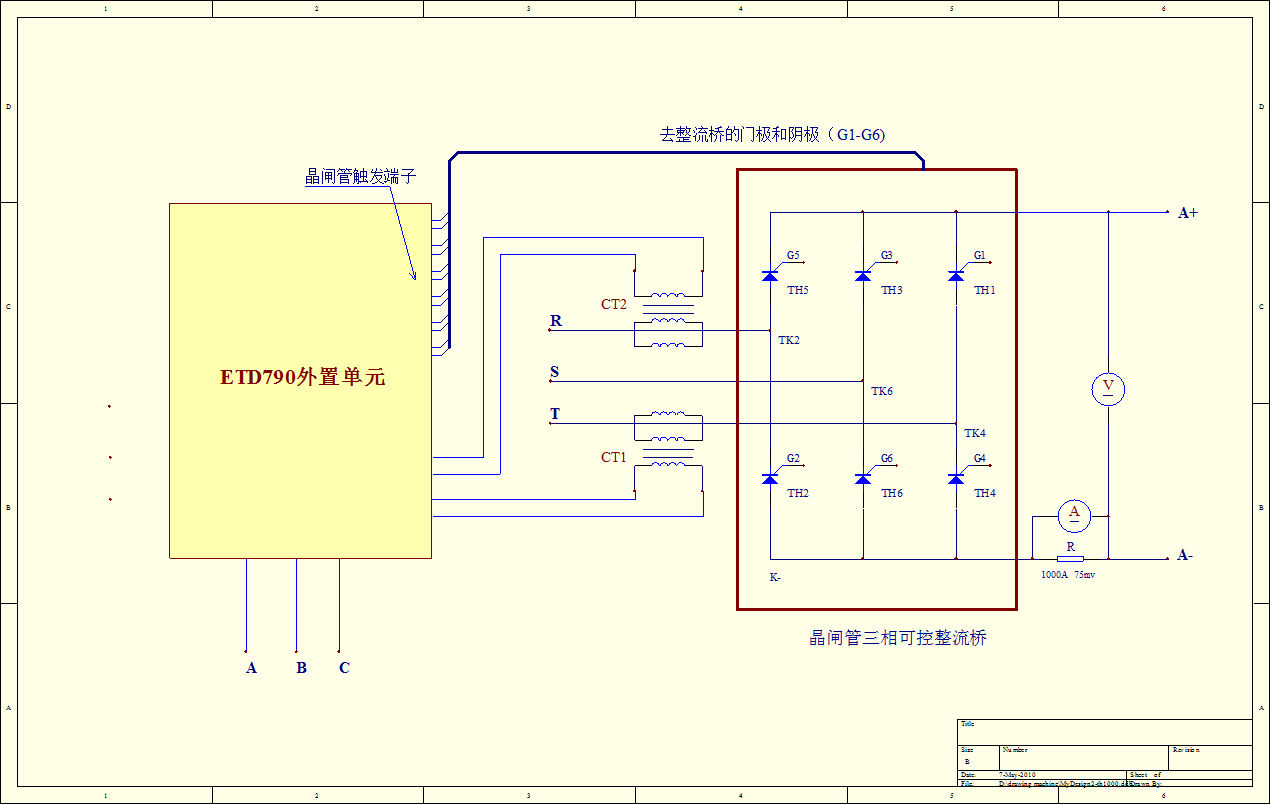
在本项目中,就是应用ETD790公司专业生产的直流外置控制单元,实现外部三相或六相晶闸管全控整流桥的高精度控制,它具备ETD790标准产品的所有功能,电气应用原理如下:
铜线(丝)在生产过程中各项工艺参数的稳定有赖于直流退火控制系统的控制精度,稳定度,特别是加减速过程中的响应速度以及是否满足公式U=K√V 的要求,这些都将影响到铜线(丝)的退火质量,而利用ETD790直流外置控制单元自带的开根号功能及优秀的性能可满足上述要求。
ETD790电脑调试软件简单易用,功能丰富,本案例是用790DRIVER EXPLORER软件进行参数的设置,监控,具体方法是:首先通过一条RS232通讯线,将PC和ETD790控制单元的RS232通讯口联机,打开安装于PC的790DRIVER EXPLORER软件,将790通电,然后点击在线图标,建立通讯。
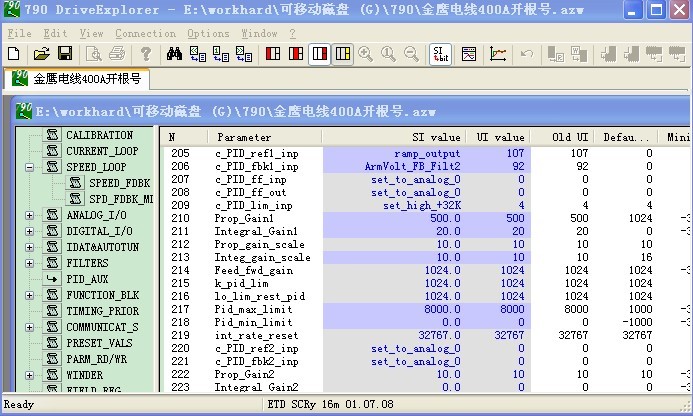
以下参数设置界面给出了本案例应用的主要参数和内部开根号的组态。
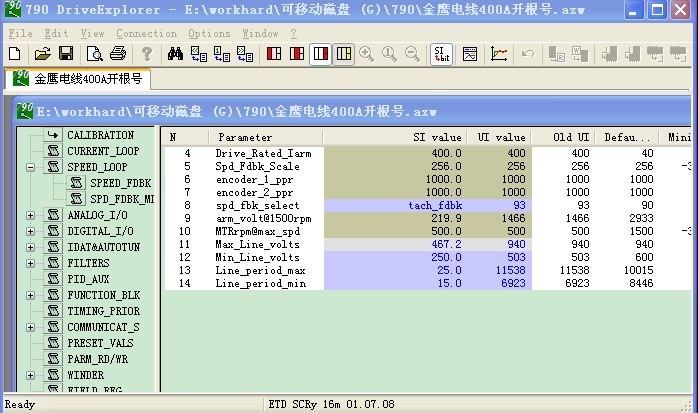
本系统的主要配置为:拉丝变频器F7B15KW,ETD790外置单元,外置整流功率单元400A,舞导轮一组,收线变频器F7B3.7KW,PLC 采用的是FX1N-40mr,接触器等低压电器若干。
客户反馈:
“在本项目中,我们充分利用了ETD 790强大的负载适应能力,负载电流从13A到350A能全部进行稳定的控制,其电流环响应较快。生产出的铜线(丝)质量稳定,完全符合国家关于退火软线的标准,为客户带来了经济效益,为我司赢得了好的口碑。
值得提及的是ETD790内部运算,功能模块众多,我们可以利用这些模块将外部模拟信号引入790中进行需要的计算,然后从模拟输出口输出去驱动没有相关计算功能的控制器,比如求和,PID 运算等,这一点可简化设计,降低设备成本。












 在线客服
在线客服

