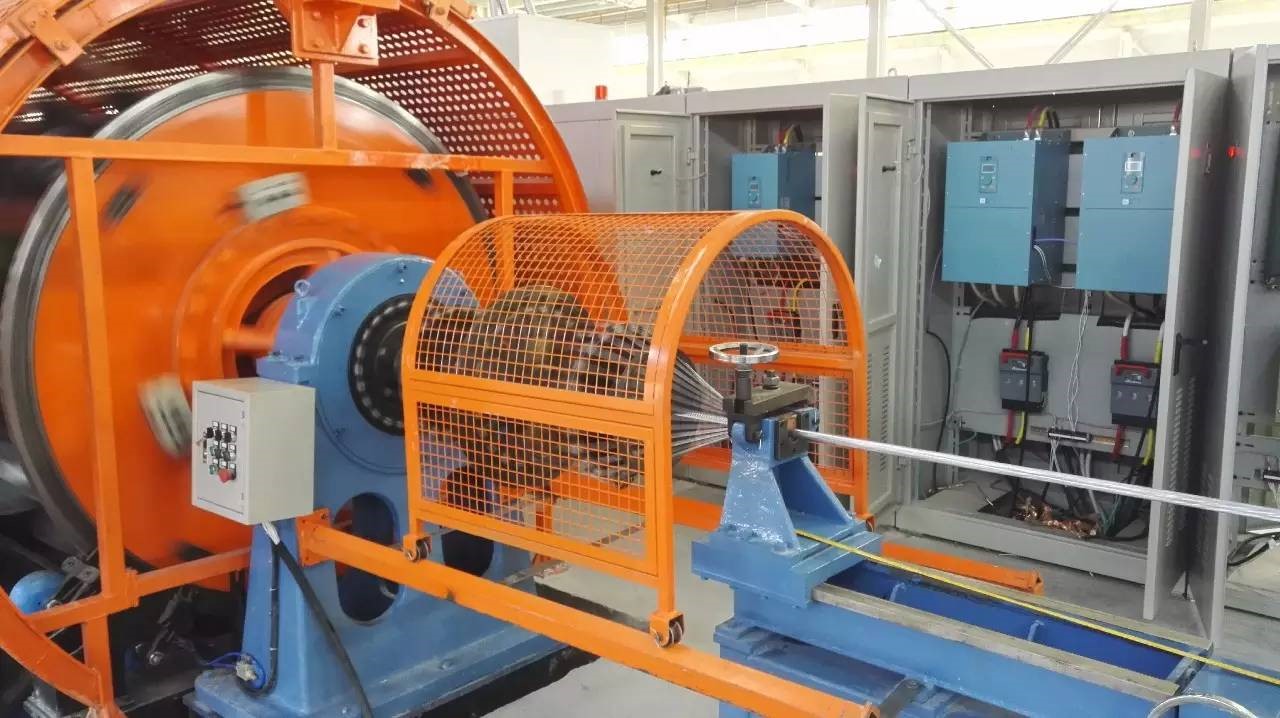
ETD交直流调速产品在线缆行业有着广泛的应用。本次针对线缆行业分电机框绞的特点专门推出使用共直流母线方案,通过ETD直流调速SCR整流为所有变频器提供公共直流母线电压,母线电压电流完全可控,整条线使用Profibus DP总线控制。本设备用于拉丝工艺后铝线,铜线的绞合,整条生产线相对于传统的机械式地轴传动框绞机自动化程度高,各段绞体的节距可通过触摸屏设置。
关键词:ETD DC791P, AC800, 共直流母线,Profibus-DP通讯
该生产线由五段绞体,牵引和龙门收线组成,各环节分别使用一台电机拖动。其中绞体和牵引采用6台ETD AC800变频器分别控制6台不同功率的变频电机,龙门收线使用直流电机张力收线和交流电机排线。线盘张力和绞体刹车都是由启动比例阀控制,保持线盘恒张力以及刹车时的同步控制。
1. 在框绞设备中,最重要的环节是要控制节距。要保证稳定的节距,就需要在整个生产过程中保证所有传动环节在加速、减速以及平稳运行的过程中都要完全同步。
2. 使用ETD791P共直流母线单元作为整流环节为所有变频器提供公共直流母线,直流调速器本身可以控制充电电流,因此可以去掉预充电回路,但是仍然需要配置制动单元和制动电阻。具有以下优点:
1) 采用可控硅整流,充电电流和母线电压完全可控;
2) 去掉预充电回路,节约成本,减少器件(空开,接触器,电阻),柜内接线简单整洁,减少故障点,提高整套设备稳定性;
3) 各变频器母线电压完全一致,且电压、电流状态可以实时监控;
4) 电压电流可控;过压,过流保护完善;
3. ETD AC800 DP通讯
1) 将ETD DP通讯卡插在主板通讯扩展口上,连通DP总线。S7-300 PLC作为DP通讯的主站,调速器作为DP从站。
2) 设置从站地址:首先要设置调速器从站的地址,调速器使用PROFIBUS DP-V1S(Profibus)模块,从站的地址是通过调速器参数来设置的。
从站地址参数名称为360_0 anybus地址(在参数设置—通信---anybus目录下面),地址从1开始,最大可以设置125个从站。当360_0 anybus地址设置为0时,表示没有使用DP通讯功能。
3) 设置通讯接收和发送的数据格式
调速器使用DP通讯,要定义好接收和发送的数据类型,并且要求PLC也需要按ETD790P定义的数据进行定义才可以正常通讯,如果定义类型不一致,会出现DP模块OP红灯双闪,报配置错误。数据类型在参数360_1 anybus数据格式中设置
调速器支持的数据类型有以下几种:

此处设置为调速器地址为15,数据格式为“双子4输入4输出”,即读写各8各字:

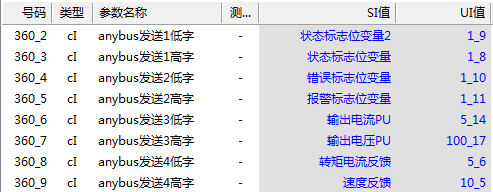
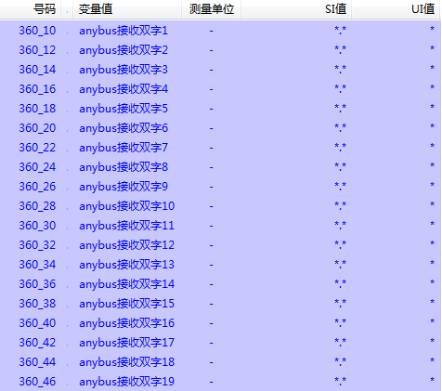
4) 调速器发送和接收缓冲区
发送缓冲区:PLC需要读取调速器的量放到下面的参数中,最多可以发送38个字。
接收缓冲区:通过上位机接收到的数据放在此处,最多可以接收38个字。从PLC接收到的数据连接到数字量控制字和速度环即可以控制启停及调速。
4. 该方案的应用,运行时需要收线启动整流单元为所有变频器提供母线,因此在输入三相电合闸,所有状态正常后,由PLC控制自动启动整流单元。当直流母线电压达到设定值后才允许启动变频器。
5. 整条生产线有正常停机和快速停机两种方式。一般情况采用正常停机,停机时间较长;但当有紧急情况需要快速停车时,需要在5秒内快速停车,同时需要保证各个环节保持同步。ETD AC800变频器具有母线电压控制功能,当制动功率选择较小时,为防止母线快速升高而产生过电压报警导致的停机不同步,需要使用母线电压控制。当母线电压超过最大设定值时,控制变频器转矩电流输出从而控制母线电压,保证了快速且同步停机。


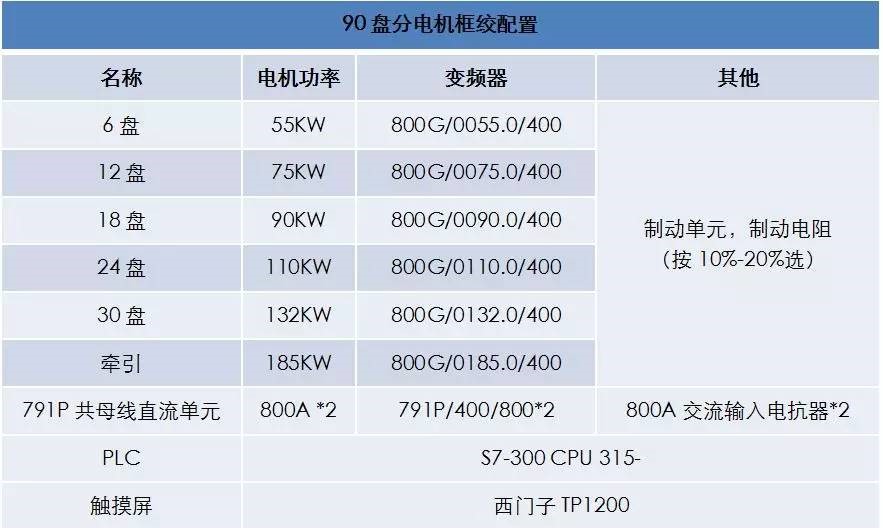
ETD 调速器以及PLC触摸屏配置:













 在线客服
在线客服

