作者:张进胜
单位:济南艺高数控机械有限公司
纵剪线又叫纵剪机组、分条机、切条机,主要用于马口铁、镀锌铁、硅钢片、冷轧带钢、不锈钢带、铝带、钢带等卷料分条剪切。是将金属卷料裁剪成所需各种宽度的条料,再将条料收成小卷供下道工序使用,是变压器,电机,家电,汽车,建材,包装行业及其它金属带材精密剪切的必需设备。
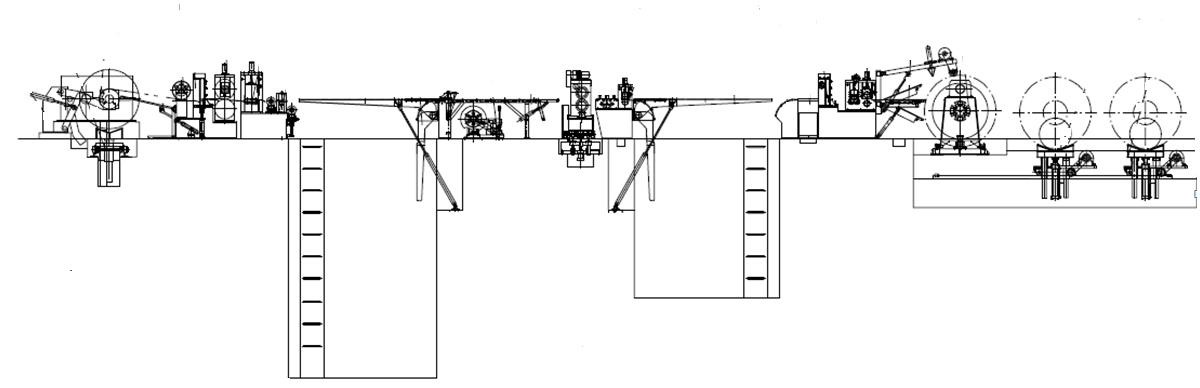
▲纵剪机框架图
纵剪机主要构成:
上料小车 - 开卷机 - 引料装置 - 牵引校平机 - 齐头剪床 - 1#摆桥 - 纠偏送料装置 - 纵剪机 - 废边收卷机 - 过料架 - 2#摆桥 - 预分料装置 - 张紧机 - 送料装置 - 分卷剪床 - 转向滚筒 - 后桥 - 收卷机 - 出料小车 - 辅助支撑 - 液压系统 - 电气系统
开卷机,牵引机,纵剪机,收卷机是主传动部分。其电机一般都是在11千瓦以上,普遍采用直流电机。这是由于直流电动机的调速范围宽广,调速特性平滑,过载能力较强,热动和制动转矩较大。同时直流电机加直流控制器的控制模式在大功率的价格上,要比交流电机价格要低不少,所以大部分总监主传动部分都采用直流电机作为动力部分.因此,790直流调速器在纵剪线上有极大的发展空间。
l 准备
确认操作台各按钮处于零位。
确认设备周围无障碍物。
闭合电控柜开关、启动各直流电源。
启动泵站,接通气源。
l 调整
配刀、调刀,装纵剪刀。
调整纵剪入口立导辊与带宽适应(按“北靠齐”原侧)。
调整压紧强入口出口分离盘及卷取机压辊分离盘与带宽适应。
l 上卷
用上卷小车将一卷带钢上至开卷机卷筒(靠北沿位置),小车退回。
卷筒缩径。
l 引带
夹送辊上辊抬起。
入口导板升起。
出口倒板伸出。
张力压紧台上压板升起。
开卷机卷筒正转,手扶带头穿过夹送两辊之间
上夹送辊压下。
点动夹送辊,手扶带头经立导辊至纵剪入口停。
点动纵剪,手扶带头经出口导板、压紧台分离盘、压紧台压板、出口分离盘及转向辊两辊之间,将带头引入卷取机钳口。
卷筒涨径。
压辊分离盘压下。
点动卷取机,使带钢在卷筒上缠绕3—5圈。
张力压紧台压下,气囊进气夹紧带钢。
点动夹送辊及纵剪,使入口、出口活套坑内形成适当活套。
将废边引入废边卷取机。
l 运行
切换联动方式,活套方式。
启动机组,逐步升速,如无异常,升至高速运行。
启动废边卷取机,调至与机组速度相适当。
待开卷机卷筒上剩余少许带钢时,机组降速至20米/分—30米/分运行。
切去带尾。
l 卸卷
卸下带尾。
卷取机卷筒缩径。
用卸卷小车托起带钢,压辊分离盘升起,用推板与卸卷小车配合卸下钢卷。
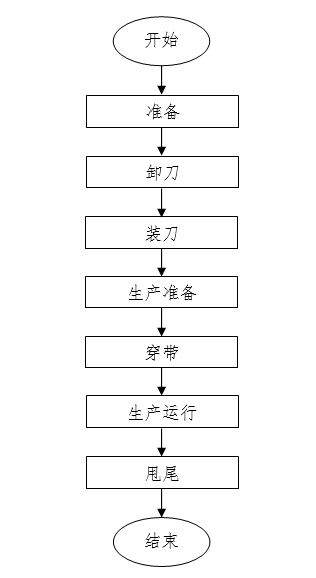
纵剪工艺流程图:
电气控制流程:
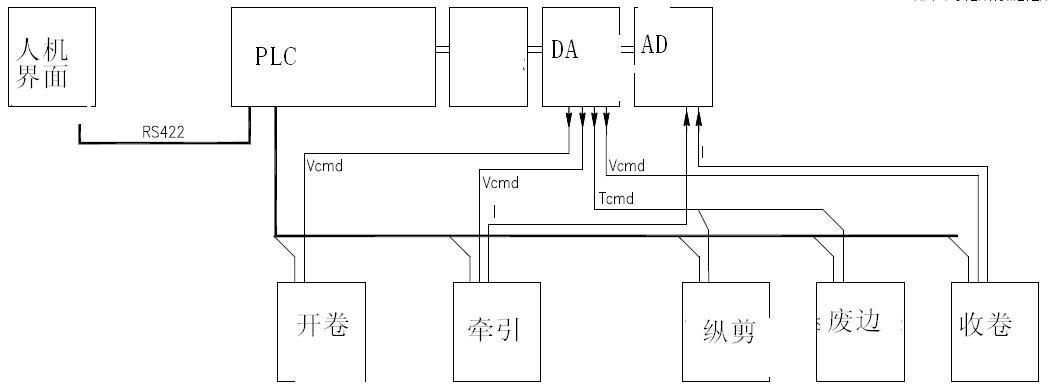
其中:
开卷:反张力模式
牵引:速度模式
纵剪:速度模式
收卷:速度模式
790有个调试软件790 DRIVEEXPLOER,这个软件非常方便,适用于大批量的调试程序,并且可以在线监控所有的中间参数,很值得推广,并且通讯电缆要求简单,只需一根RS232电缆即可。
我一般都是用RS232电缆调试,极大的方便了调试和设备的参数备份
下面简介790软件:
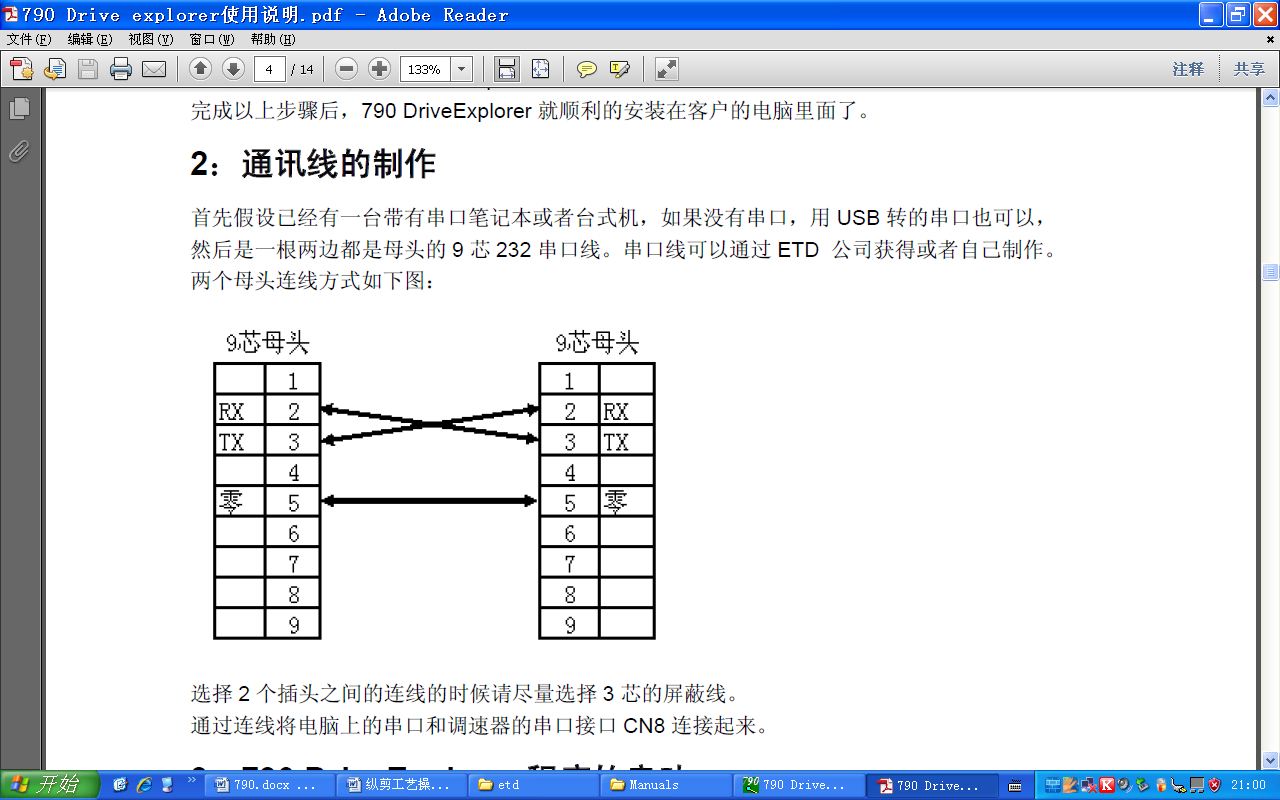
l 通讯线的制作
首先假设已经有一台带有串口笔记本或者台式机,如果没有串口,用 USB 转的串口也可以,
然后是一根两边都是母头的 9 芯232 串口线。串口线可以通过ETD 公司获得或者自己制作。
两个母头连线方式如下图:
选择 2 个插头之间的连线的时候请尽量选择3 芯的屏蔽线。
通过连线将电脑上的串口和调速器的串口接口 CN8 连接起来。
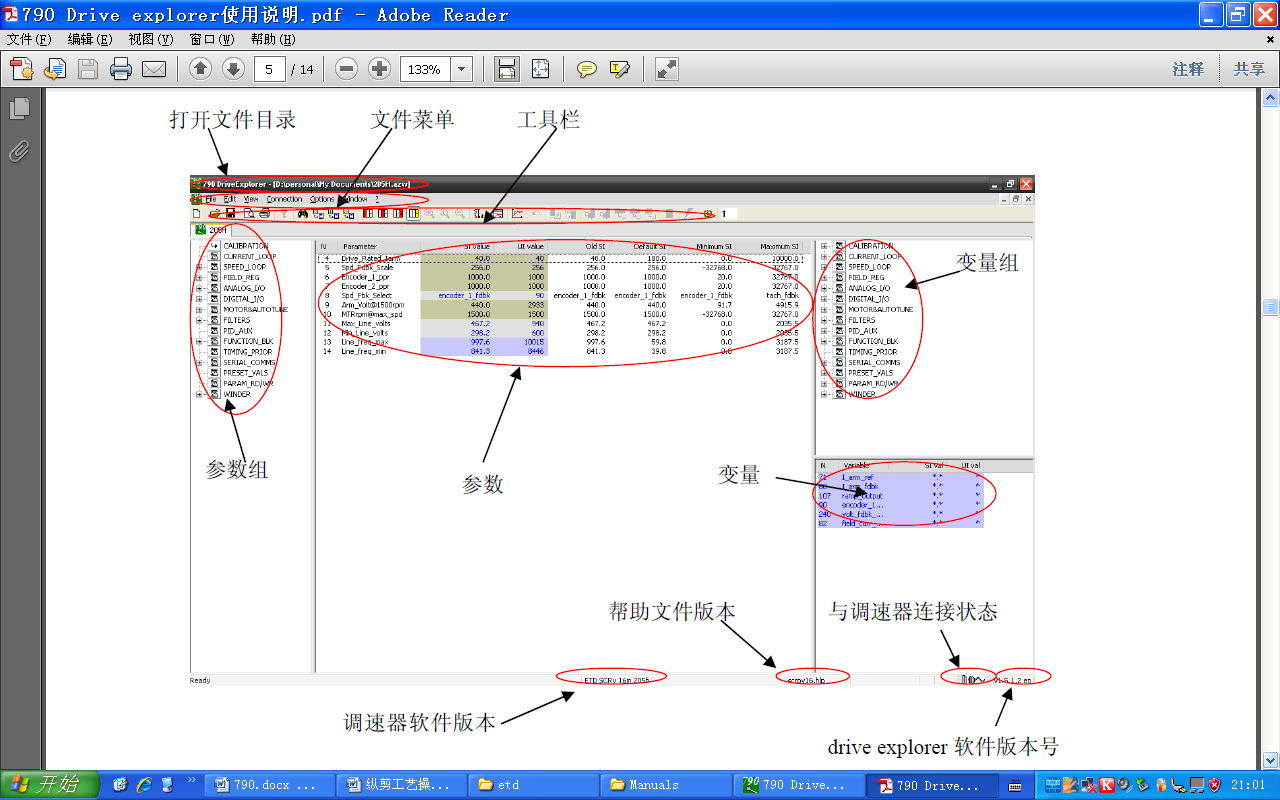
l 主界面
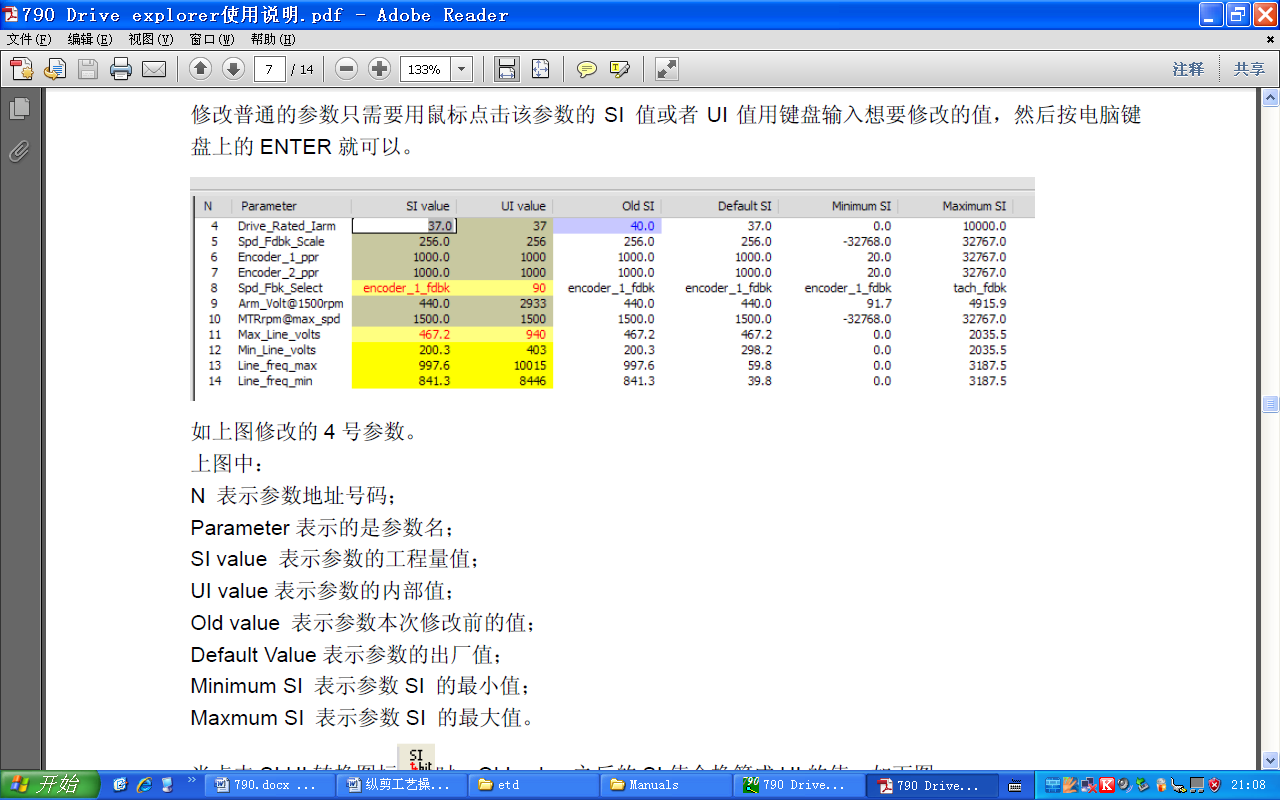
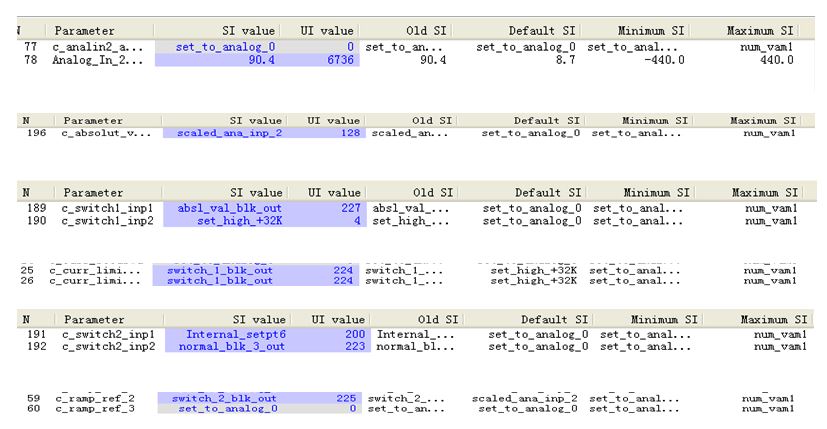
l 普通参数修改
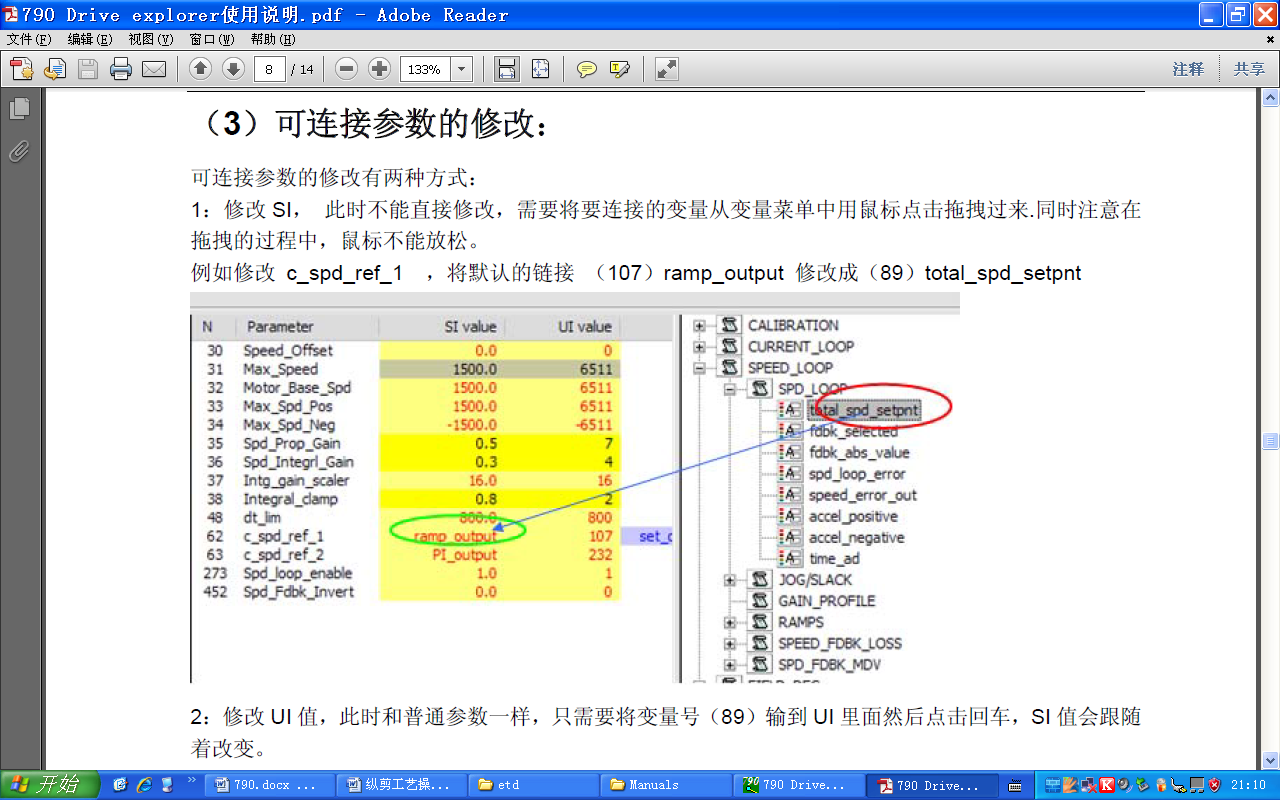
l 可连接参数的修改
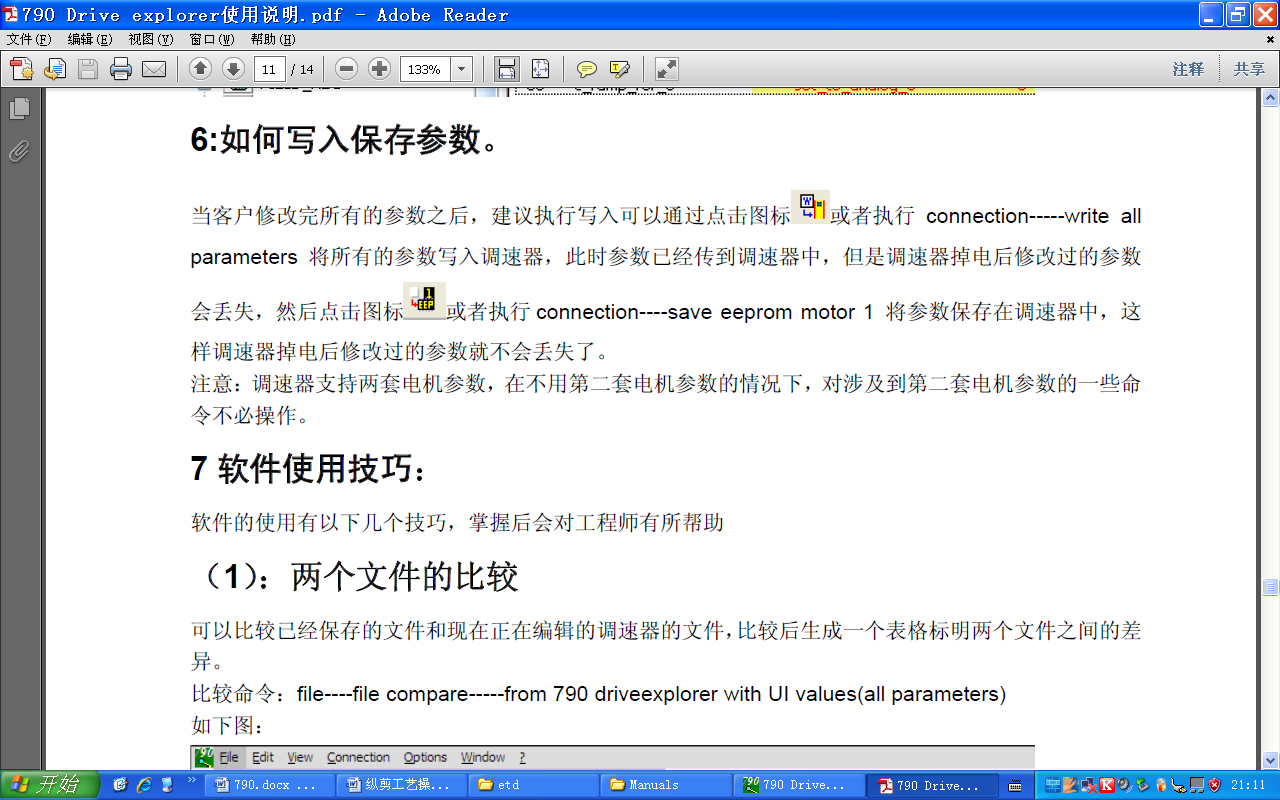
l 保存参数
介绍完毕790软件,下面简介纵剪各动力部分的配置
开卷机
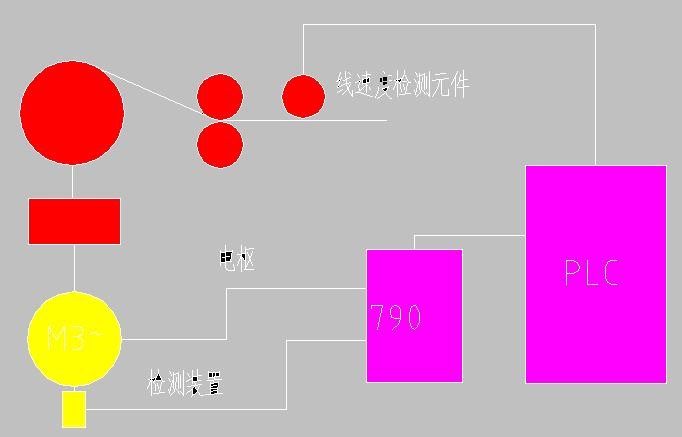
开卷机反张力,通过线速度检测,实现恒定张力控制。
开卷算法:
外部通过线速度检测元件,测出线速度,790转速输出至PLC,由公式:
卷径=K1*线速度/转速
同时,在非弱磁阶段,由公式:
张力=K2*电流/卷径
注:K1、K2为常数
算出张力,由PLC给定张力DA,控制开卷的反张力控制
反张力配置图
配置运行后,反张力均匀,达到设备要求。
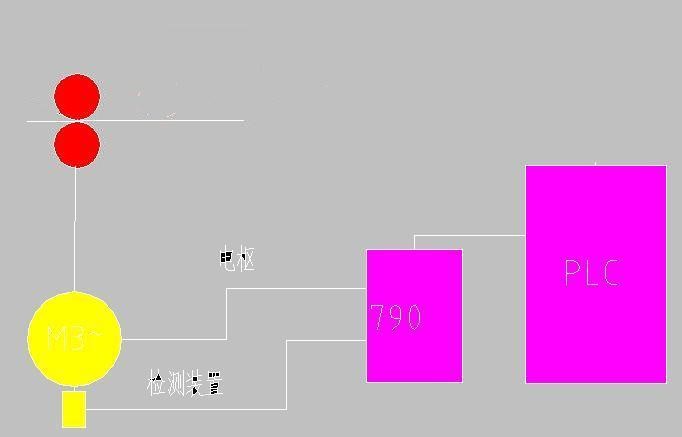
纵剪为速度控制
牵引机和纵剪机为速度控制,自动时,由地坑电眼控制速度匹配。
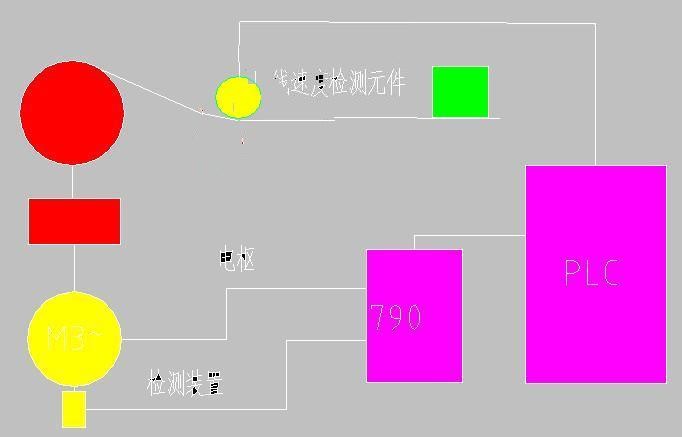
收卷为速度控制,由张力台提供张力
收卷张力算法和开卷差不多,只是变成由张力台提供张力,实际使用过程中,有用三辊张力辊或者张力皮带提供张力的,这里不一一列举。
纵剪线实际运行情况良好,如图:


客户反馈:
“美国ETD790直流调速器在使用的过程中,稳定可靠,调速性能能够满足使用要求,性价比高,达到了使用要求,值得大力推广,本公司已使用百余套,性能稳定可靠,赢得了客户的好评。”












 在线客服
在线客服

