作者:张珂
单位名称:泰安市华鲁锻压机床有限公司
此方案应用于开卷校平纵剪收卷生产线上,使用ETD790P驱动4台直流电机工作,参数调整简单,应用方便灵活,经过验证产品可以达到120m/min的高速纵剪收卷。
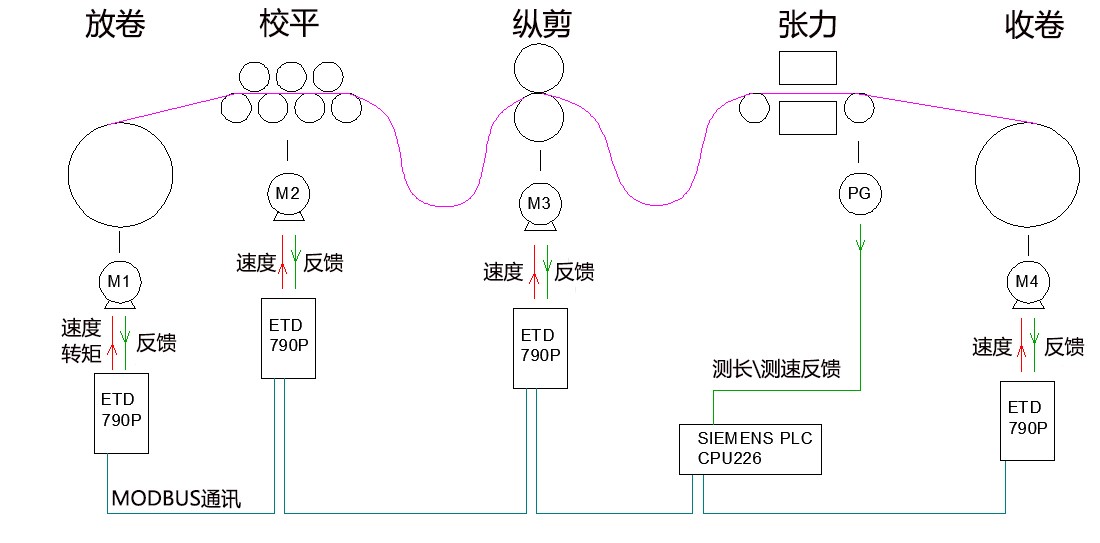
M1:开卷机执行张力放卷,防止松卷、散卷,物料跑偏。
M2:校平机恒定速度送料校平。
M3:纵剪机恒定速度送料纵剪分条、切边。
张力机:由上下油缸压紧钢板提供摩擦力,保证收卷整齐、密实。
M4:收卷机恒定线速度收卷。PLC通过测量物料行走长度,经过厚度累加计算卷径,控制收卷机工作在横线速度下。
按照ETD790手册连接电机动力线、驱动器供电、风机供电、交流接触器等。
1. 控制端子
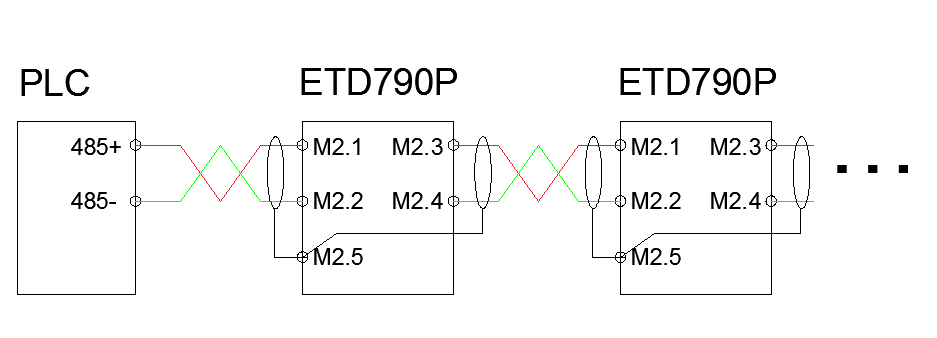
2. MODBUS线连接(参考ETD790P手册5.4.3章节)
我们使用串口1-M2.1~M2.5端子,使用双绞屏蔽线将PLC与调速器使用手拉手方式连接在一起。
MODBUS双绞线连接完毕后,进行通讯串口选择。
由于ETD790P自带操作面板需要使用CN8端口(串口2),所以我们使用了串口1,此时需要将J18的短接片拔出(如下如图)。

以上硬件连接结束后,我们进入系统参数配置过程。
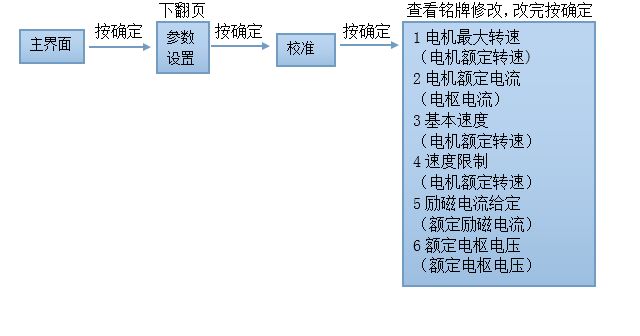
1. 电机参数校准
2. 电流环
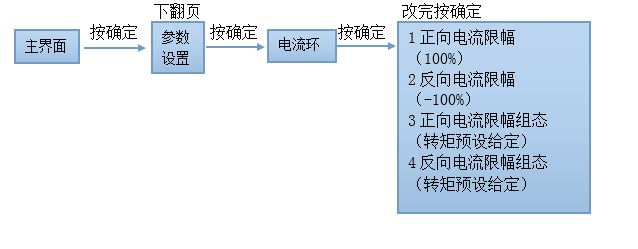
其中电流限幅组态改为转矩预设为开卷机参数,使用张力放卷方式。
在钢卷上料、引料过程电流限幅(即转矩预设,见后文PLC编程)为100%;引料结束正式开卷过程,根据实际情况设置转矩预设,同时可以给定一个较小的反向速度值(即速度预设为负,见后文PLC编程),以保证钢卷既不会散卷又不会力量过大造成校平机牵引力不足。
3. 速度环
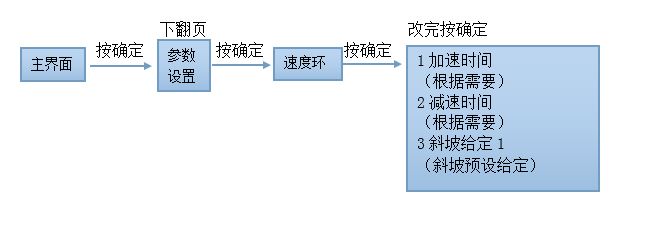
4. 参数修改完后执行保存命令

5. 参数保存完后执行自整定命令
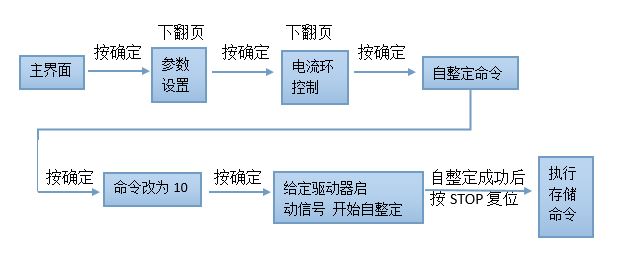
注意:若有调速器需要调整电流限幅参数的请首先将电流限幅组态改为无限制,自整定完成后再修改相关电流限幅参数。
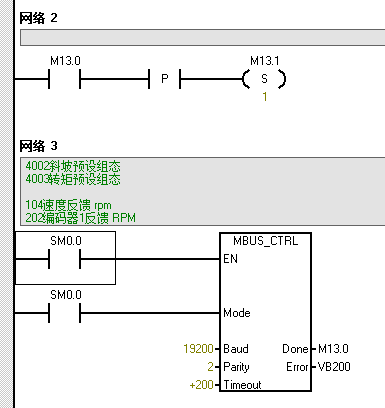
6. 通讯参数配置
前面我们已经将斜坡给定和电流限幅组态参数设置成功。下面只需配置通讯相关参数即可。
在通信功能菜单下设置驱动器地址、波特率与PLC设置的对应起来。
在软件密钥里面,将第0位(MODBUS参数设定使能)置1 。
修改完后执行参数保存
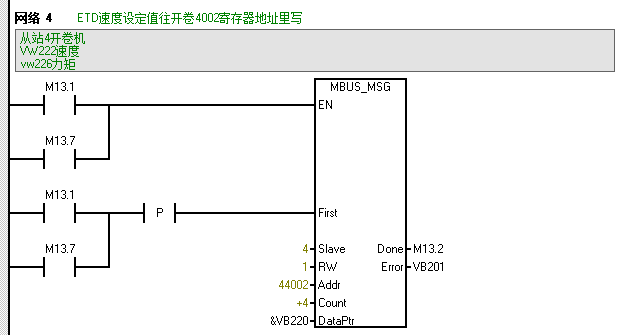
2. 向调速器地址4002中写入速度值,4003中写入转矩限幅值。
其中地址对应关系如下:
|
PLC地址 |
ETD790P地址 |
|
VW220 |
|
|
VW222 |
4002 |
|
VW224 |
|
|
VW226 |
4003 |
3. 读取驱动器参数,本案例以速度反馈讲解。
其中地址对应关系如下:
|
PLC地址 |
ETD790P地址 |
|
VW250 |
|
|
VW252 |
104 |
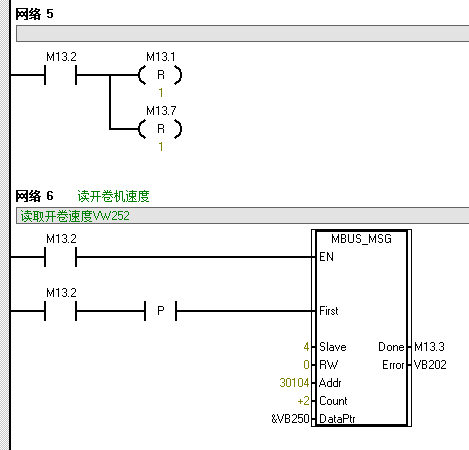
如果还需要读取其他参数请参考ETD790P手册7.2章节关于变量列表的说明。
按照上述方法设置编写其他调速器的MODBUS程序即可。
ETD790P以其稳定可靠在行业内著称,同时易泰帝公司拥有完善及时的售后服务系统,大批量使用无后顾之忧,本案初次使用时即与易泰帝公司服务工程师多次沟通请教。
ETD790P在开平纵剪收卷线上也经历了多年的现场考验,产品稳定,控制灵活方便。同时在多机台ETD790P应用的场合下使用MODBUS通讯控制,是一种低成本高效率的解决方案。可以方便灵活的读取调速器内部参数,如读取内部变量510即输入端子状态,便可将调速器未使用的功能端子扩展为PLC的分布式I/O;这是模拟量控制所不能实现的。












 在线客服
在线客服

