在传统造纸及包装覆膜设备上当有多个牵引轴同步要求时大多采用机械长轴传动配合机械式齿轮调速器或多电机配合张力浮动辊及变频器同步控制器实现同步控制。第一种方案需要繁琐的机械传动结构实现,并且传动系统的后期保养及维护也增加了最终用户的工作强度。第二种方案虽然减轻了后期机械传动环节的保养工作量,但是张力浮动辊及同步控制器等又增加了电控系统的复杂程度。
ETD AC800在覆膜机同步控制的应用方案
ETD生产的AC800系列变频器,作为一款高性能闭环矢量变频器,与传统的通用型变频器相比,增加了内置逻辑控制及数学运算模块。可供现场工程师根据设备不同工艺要求对变频器内部各实时控制、反馈数据及外部端口采集到的模拟量及数字量IO状态进行灵活的组合编辑。并配合上位机调试软件的使用形成了一个可以获取实时电动机控制数据的具有可编程性质的开放型平台。
在强大的内置运算模块及开放灵活的编程环境支持下,AC800系列变频器可通过内部算法搭建出简易的位置控制功能,可实现双电机及多电机的位置同步功能,在许多应用场合完全可以替代伺服电机作为一个性价比较高的解决方案。
AC800系列变频器的内置位置同步功能特别适用于造纸机及覆合机等有多轴同步要求的机械设备,可在降低电控系统成本的基础上简化机械结构。AC800系列变频器本体上自带一路PG回授通道(M4),并可过扩展编码器卡实现两路PG信号的采集及编码器信号的分频输出。在如图所示的本例中,主动轴电机M1由主变频器D1驱动,并且在D1上安装编码器扩展卡,M1编码器反馈回的差分信号接入编码器扩展卡,实现PG磁通矢量控制,同时M1的编码器信号经PG卡分频后输出作为从动轴变频器D2的位置及速度给定接入D2的编码器扩展卡。从动轴电机M2的编码器反馈信号接入D2变频器的本体PG回授通道(M4),使M2也工作在闭环矢量工作模式下。
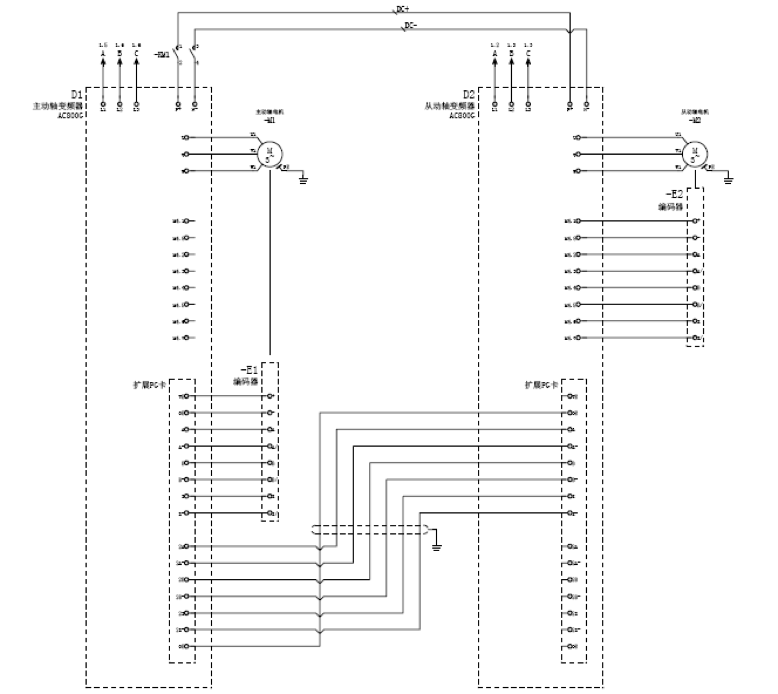
当主动轴M1运转时,M1的位置反馈会以脉冲的形式作为D2的位置给定控制M2运转,同时,M2的编码器在实现D2对M2闭环矢量控制的同时,将(M4)通道读取到的脉冲数累计与扩展PG卡读取到的给定脉冲总数进行比较,经由内部计算模块(反向乘除/正向乘除)标定后,进行PID 计算并对M2电机进行实时的位置微调,通过合理的PID参数调整后,可实现M2实时位置与M1实时位置较精确的同步控制。
同时将D1变频器与D2变频器进行了直流母线并联控制,在设备上电后检测各变频器正常后自动连接。传统印染造纸设备上大多采用制动电阻消耗因张力控制产生的再生能量,造成电阻长时间发热容易损毁并浪费大量的电能。共直流母线方案取消了制动电阻减少了故障点并有效的实现了各电机间的能量共享,提高了设备能效比。是一种更加绿色高效的能源再生利用解决方案。
另外,ETD AC800G系列变频器内部还集成了收放卷张力控制功能模块,可实现矢量闭环-张力开环以及矢量闭环-张力闭环等多种张力控制解决方案。
客户反馈:
“ETDAC800是一款拥有开放的软件功能及丰富硬件接口的高性能变频器,可在通用平台下可根据各行业不同工艺要求,通过灵活搭建功能模块变身为行业专用变频,基于先进的设计理念和性能优势,相信未来会有越来越多的行业应用和市场发展。”




















 在线客服
在线客服

