作者:肖慧斌
单位名称:泰安华鲁锻压机床有限公司
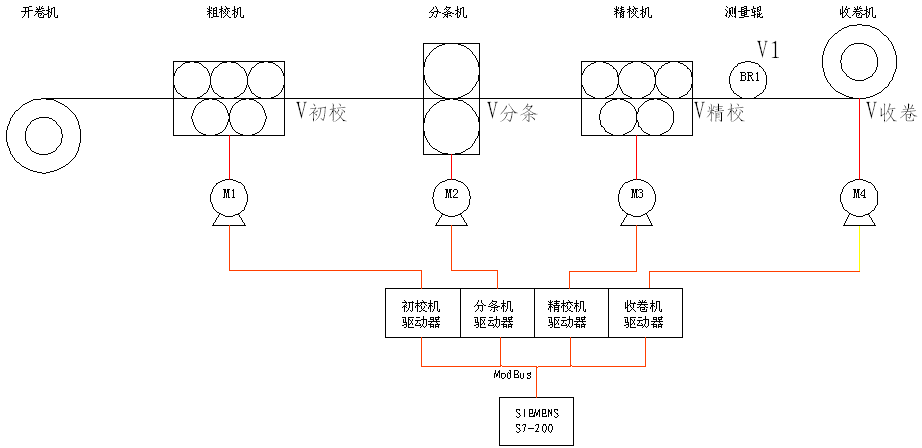
开卷校平收卷生产线包括开卷机、校平机、分条机、收卷机。与开卷校平剪切线不同的是,对板材校平整形后,纵向分条后再次将卷材收拢成卷。在控制过程中,一般收卷机采用速度环与电流环相结合控制,保持与校平机线速度同步,启停平稳快速,避免卷材松散。
生产线中粗校机、分条机、精校机、收卷机使用直流驱动器控制直流电机传动方式,基于790驱动器具有ModBus通讯协议优势,使用SIEMENS S7-200作为系统主站,实现直流驱动器之间的数字通讯,避免传统方式的模拟信号控制中的现场环境干扰,与触摸屏组成的开卷校平收卷自动控制系统,对各台驱动器的速度控制,实现速度同步。
该校平线机械部分主要由上料系统、开卷机、引料机组、粗校平机、分条机、废边卷曲机、精校机、收卷机、下料小车等主要部分组成。
▲速度控制收卷的控制原理
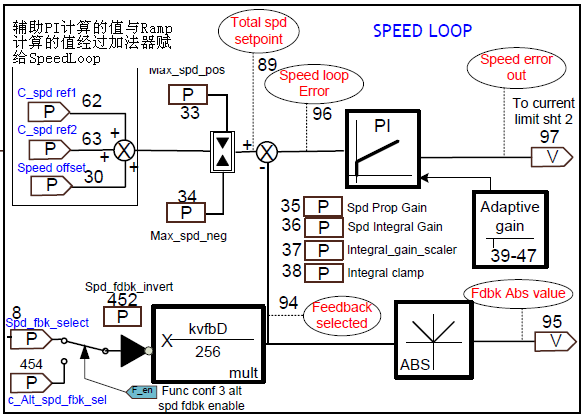
粗校机、精校机、分条机运行过程中角速度,线速度是保持恒定的,收卷机在在卷曲过程中随着卷径增加,角速度不变,线速度会相应增大,为保持生产线速度一致,对收卷机ETD790功能进行同步速度+辅助PID叠加计算,使收卷机线速度保持与生产线速度一致。
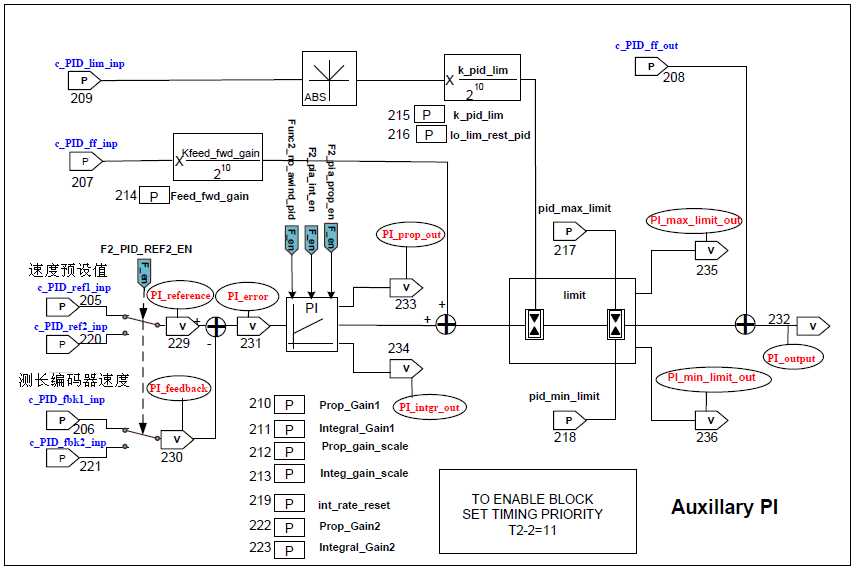
ETD79调速器在应用上具有两个优势:通常调速器正常设置,一般只接收一个速度信号作为测速反馈,利用ETD790具有双编码器接口优势,将生产线上的测长编码器信号则通过第二个编码器接口采集,通过内置辅助PI功能块运算转换为第二速度反馈信号;二是ETD790内置的ModBus总线通讯,目前市场上主流PLC都支持该通讯方式,本例中S7-200PLC也支持该通讯方式。
辅助PI功能块设定方式:在790 DriveExplorer 软件里调用PID_AUX功能块,205 c_PID_ref1_inp, 206 c_PID_fbk1_inp,PLC 对ETD790内置的预设值功能块将设定速度写入205 c_PID_ref1_inp;通过脉冲分配器将测长编码器的信号接入第二编码器器口,并写入206 c_PID_fbk1_inp;使能PID_AUX功能块后,205 c_PID_ref1_inp 、206 c_PID_fbk1_inp经过PID运算输出232 PI_output到Speed Loop功能块的63 c_spd_ref2与直流电机速度给定信号进入Ramp功能计算后得到的62 c_spd_ref1叠加输出,收卷机调速器自动调整电机角速度,使收卷机的线速度,保持与生产线速度相同。













 在线客服
在线客服

